


SOPHIE(索菲)整体硬质合金挤压丝锥:成功案例
成功案例
1、四川柯斯达集团16*1.5精度6H,螺纹深度16mm铝合金加工
四川柯世达集团十年以来一直采用成量品牌磨制切削丝锥,成本32/支,精度误差很大,还会出现烂牙,乱扣现象废品率居高不下,转速300转/分钟时,多次修磨合计寿命3000孔左右,而且合格品的螺纹光洁度也很差。由于产品质量一直不能得到有效提高,生产效率低下,成本居高不下,厂里已经考虑采用进口铸铝原材料替代现有国产材料,每吨原材料算上密度差******贵2000元,一年原料消耗1000吨,这样原料成本***增加了200万。
自从SOPHIE(索菲)硬质合金挤压丝锥成功代替了成量品牌磨制切削丝锥以后,已经******解决了铝合金内螺纹加工时粘刀出现的烂牙,乱扣现象。光洁度高达Ra0.2-0.4,转速提高到600转/分钟时。由于是台钻加工,又是盲孔,人工控制反转很容易出事故,所以寿命比较低,但也能达到20万孔左右。由于合金的超高耐磨性,精度一直没有变化,不会出现废品,螺纹生产效率提高了****,刀具成本降低了10%,人工成本降低30%。同时期试刀的欧洲******品牌粉末冶金高速钢挤压丝锥多次修磨情况下寿命是7-8万孔,刀具成本比SOPHIE(索菲)硬质合金挤压丝锥高一倍以上。
产品样件:
证明人:-
曾强,柯世达集团龙潭寺分厂生产副总,联系电话:028-84216631 13730698803
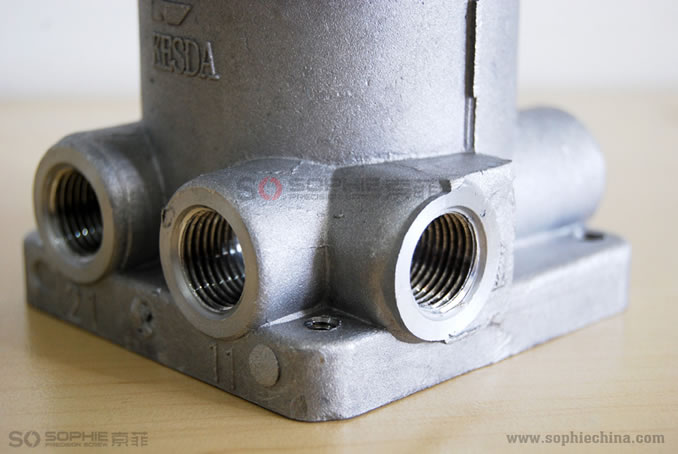
2、宁波吉利发动机有限责任公司10*1.5精度6H,螺纹深度34.5mm铝合金缸体加工
宁波吉利发动机有限责任公司一直采用日本原产OSG品牌粉末冶金高速钢加长挤压丝锥,成本482元/支,转速1000转/分钟时,实际寿命是12000孔左右,但是在8000孔强制换刀,螺纹光洁度不是特别满意。
SOPHIE(索菲)硬质合金挤压丝锥成功替换了日系品牌挤压丝锥后,光洁度高达Ra0.2-0.4,转速提高到1400转/分钟时,虽然加工设备是CNC,但螺纹深度是3.5D,全长又是100 mm的加长丝锥,所以寿命比较低,也能达到8-10万孔左右,但是6万孔强制换刀。由于合金的超高耐磨性,精度一直没有变化,不会出现废品,刀具成本降低了60%,螺纹生产效率提高了40%,人工成本降低了15%。
证明人:-
阳功伟,杭州崇基机电设备有限公司总经理,联系电话: 0571- 22825979 18858170258
3、成都市望锦机械有限公司14*1.5,16*1.5精度6GX螺纹深度40-45mm,汽车转向球头连杆加工(40CR调质到HRC22-28和45#钢调质到HRC20-26)
成都市望锦机械有限公司一直采用德国原产BASS品牌粉末冶金高速钢挤压丝锥,16*1.5成本986元/支,转速300转/分钟时,不修磨时寿命是500-600孔左右,一般修磨5次,每次寿命200孔左右,但是修磨以后精度误差很大,螺纹光洁度很差,很多产品都不能通过塞规检查,但是为了降低刀具成本也只有不得已而为之。
SOPHIE(索菲)硬质合金挤压丝锥试刀结果是:转速500转/分钟时,不修磨寿命是3500-5000孔左右,精度一直没有变化,螺纹光洁度非常好,不会出现废品,刀具成本比BASS不修磨降低了70%以上,而相对于BASS多次修磨降低了35%,螺纹生产效率提高了65%,人工成本降低了30%,废品率降低了90%,产品品质有了质的飞跃。
4:成都市西菱汽车配件有限公司6*0.75精度4H,螺纹深度22mm,发动机胀断连杆(C70S6材料硬度是HRC28-32)
成都市西菱汽车配件有限公司一直采用国产定做JK品牌粉末冶金高速钢超长先端切削丝锥,成本96元/支,转速300转/分钟时,不修磨时寿命是250孔左右,一般修磨3次,每次寿命120孔左右,总计寿命600孔左右。但是切屑丝锥加工精度误差很大,螺纹光洁度很差,很多产品都不能通过塞规检查,但是在现有刀具技术下也只有不得已而为之。
SOPHIE(索菲)硬质合金挤压丝锥试刀结果是:转速1200转/分钟时,寿命是6000-8000孔左右,精度一直没有变化,螺纹光洁度非常好,不会出现废品,刀具成本降低了20%以上,螺纹生产效率提高了300%,人工成本降低了60%,废品率降低了95%,产品品质有了质的飞跃。
